Guide to mechanical adjustments and maintenance
This guide was originally created by Donna, moderator of the official Sculpfun user group, with some additions made by me.
Laser imaging is so precise and has so many variables that it becomes difficult to achieve good results regardless of what brand of laser you own. Sculpfun produces very capable lasers at great prices that can achieve the results you’re looking for as long as you take the time to make sure everything is adjusted correctly before you start.
Important
The following adjustments apply to all models and should be checked regularly. Especially, the lens needs to be cleaned regularly. Depending on your usage, this might be daily!
Electrical connection
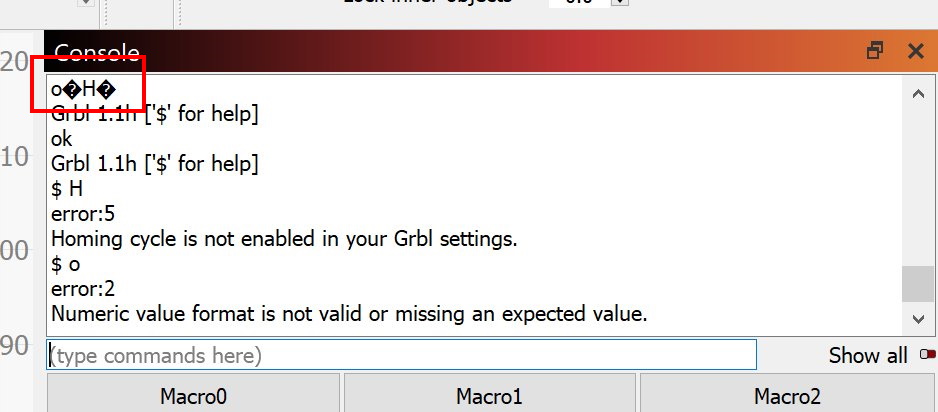
The USB connection is the weakest link in the laser control chain. The small microcontrollers have little capacity to use elaborate error correction, so the connection is very susceptible to failure. All it takes is one incorrectly transmitted command, and the laser stops in the middle of the project. In particular, a symbol with a question mark indicates incorrectly transmitted characters. As soon as these occur, you should check the connection as soon as possible.
The following things can help in such a case:
- Change the USB cable. You should use a high-quality cable that is as short as possible. The supplied cable is usually not good.
- Remove all devices that create interference near the laser. There should be no power carrying cables near the USB connection.
- Change the USB port. This has also helped some users.
- A firmware update has also often helped (see firmware update ).
- There is an optimized driver for Windows, which also sometimes helps.
- In the device manager you can manually set the baud rate of the COM port to 115200, this might help as well.
If the laser stops without any sign of a connection problem, it is usually due to an unclean power supply and the controller has restarted. The supplied power supply does not shield very well against voltage spikes. For this:
- If possible, supply the laser with voltage on its own power line. No powerful consumers should be connected to the same line.
- If an Air Assist pump is used, it often generates voltage fluctuations when switched on. Again, the pump should be on a different circuit.
- If this is not possible, you can try to protect the voltage supply with voltage filters (EMI filters).
Notice
If the laser module does not fire even if all hardware connections seem to be fine, check the firmware for wrong values, especially these three needs to be set as follows:
$30 = 1000
$31 = 0
$32 = 1
Checking laser module
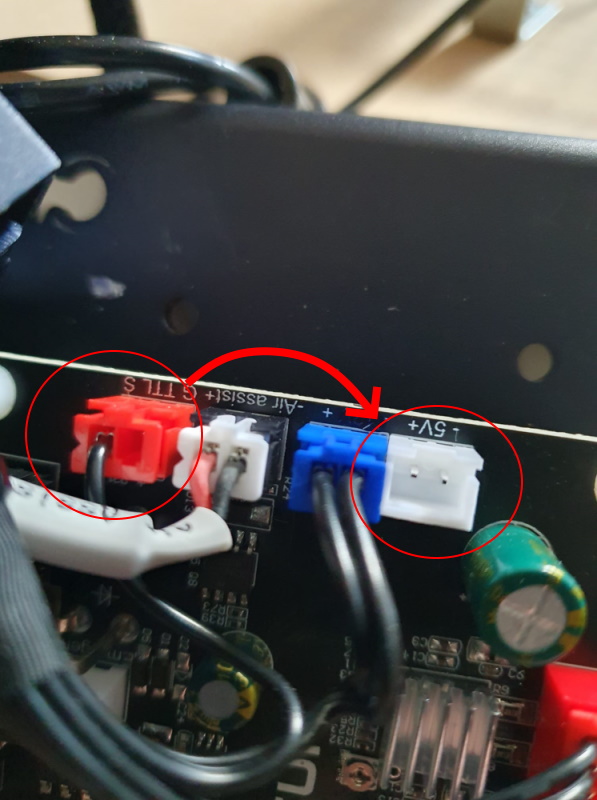
If the USB connection seems to work, but the laser module does not emit any light, you can test the cable and module by connecting the TTL signal cable to the 5V connector. The module should now fire at 100% constantly while the laser is turned on (make sure to wear goggles all the time!). If the laser doesn’t fire, either (1) the cable is broken (most likely cause) or (2) the module is broken. If you can exclude the cable (by measuring if it can still transmit current), then the module seems to be broken. You need a replacement then.

Software Piracy
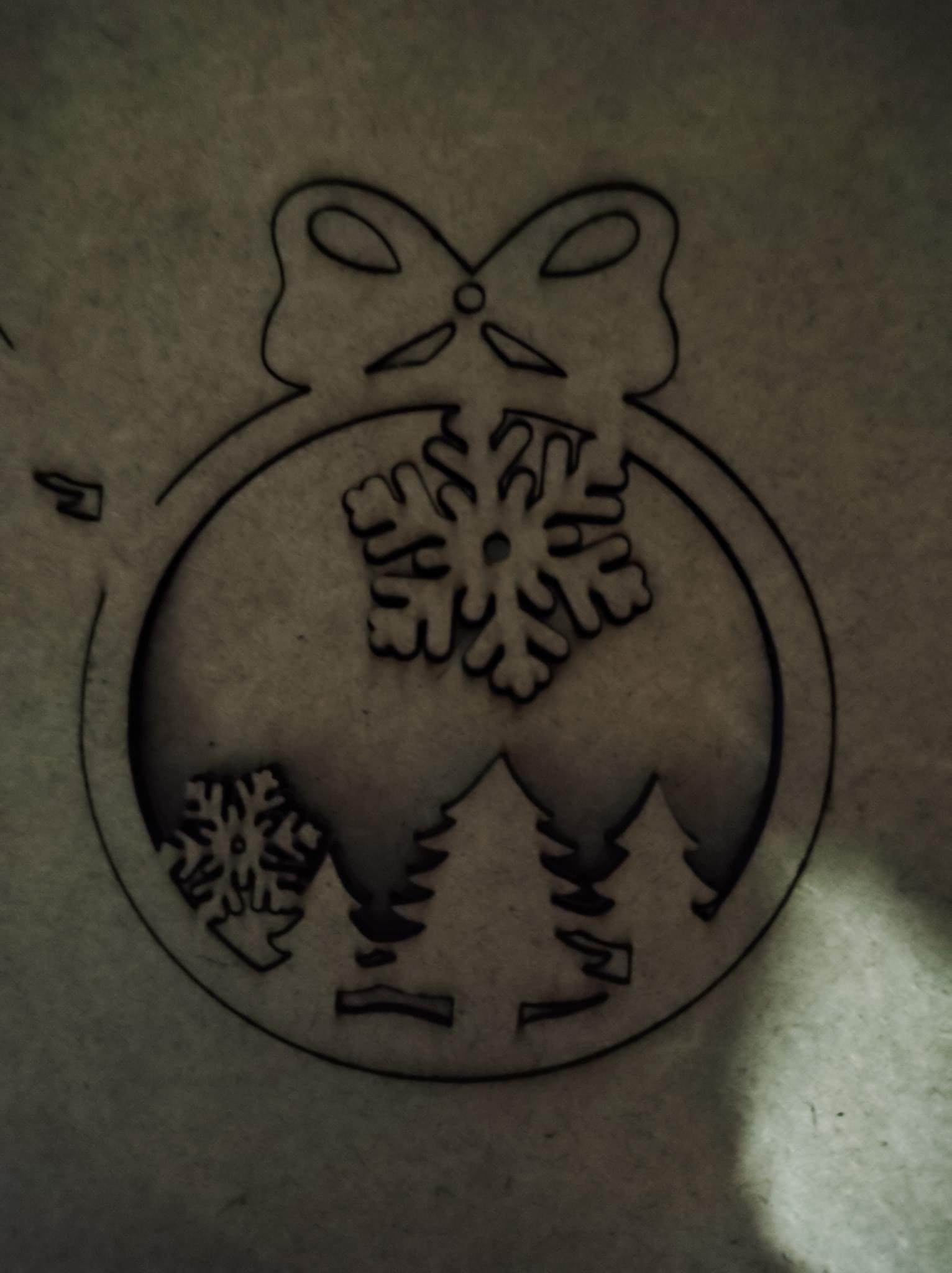
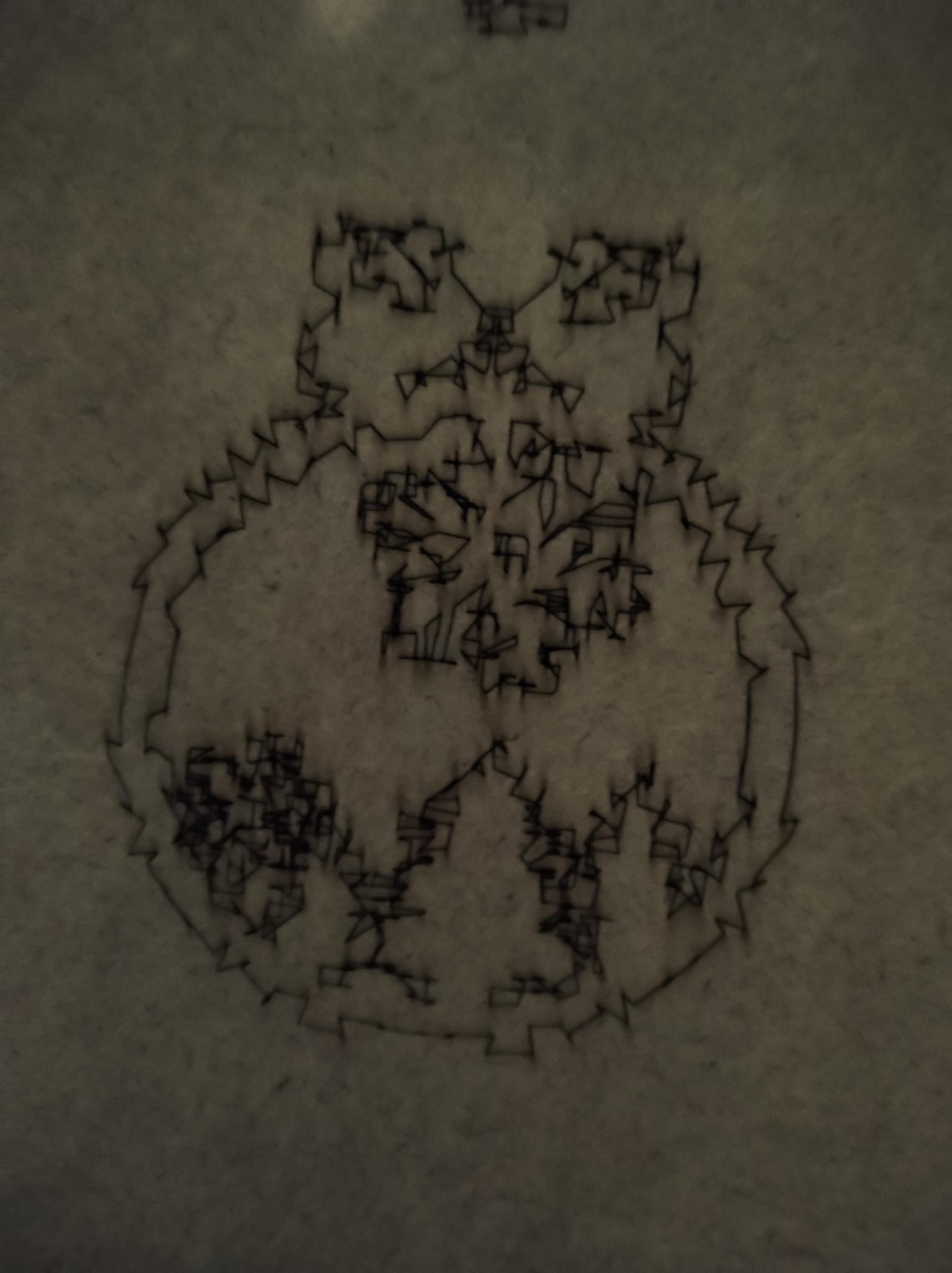
LightBurn is one of the most popular software tools for lasering. It contains countless ingenious features and is very cheap for that. You should not try to get it even cheaper by acquiring license keys from dubious or private sources. These are often not legal. LightBurn has an ingenious function to make stolen versions recognizable: The output to the laser is disturbed. Either text is lasered that you didn’t set, or the shapes are pieced. This is not a hardware or setup problem, it is intentional. The development of these tools costs time and money, and the developers deserve to be paid for it! If you can afford a laser for more than $300, you can also spare the $60 for a license.
Maximum Speed
An ongoing question is the maximum speed at which the laser can operate. Basically, diode lasers are slow. CO² lasers are much faster. Diode lasers are therefore rather less suitable for mass production and commercial operation. But of course everyone has to decide that for himself. Furthermore, I can only give guidelines here because each laser and each mechanics is different and differently well-built / maintained. If you go through all the steps on this page carefully, you should get close to the maximum and still achieve good quality. Additionally, see this guide on choosing settings.
The maximum that is set in the firmware from the factory is 6000 mm/min (100 mm/s) (speed for x and y-axis). No matter how fast you set in the software (e.g. LaserGRBL or LightBurn), the laser will never go faster than the limit in the firmware (parameters to change are $110 and $111). So if you want to go faster than 6000 mm/min, you have to increase the limit in the firmware. This is also easy to do, you can just enter 10,000 or more there. The only question is whether you really gain anything by doing this. For this, my (personal) estimates:
- Basically, the maximum speed always depends on the respective project and your preferences, so there can be no general rule!
- For cutting, it usually makes little sense to go above 1000 mm/min. Good values are usually between 100 and 800 mm/min and correspondingly many passes.
- Engraving is usually faster, but I would recommend staying between 1000 and 3000 mm/min. This is especially true if the laser is following a contour, i.e. making many movements. Faster movements than 3000 mm/min often introduce motion artifacts and vibrations into the result. If you use pure bidirectional filling (i.e. the laser only ever scans back and forth like a printer), you can increase the speed even further. This is especially true for systems with linear rails, where the laser head is relatively light. In this case, you should definitely switch on overscanning.
These rules basically apply as a rule of thumb for ALL Sculpfun lasers. People frequently ask if the newer lasers are faster, but since the mechanics have not fundamentally changed, I would answer in the negative. This is especially true for the S30 Pro Max. Due to the extremely heavy weight of the head, the laser is NOT faster in terms of mechanics. However, you can, of course, cut deeper in one pass and therefore still finish faster. But the recommendations from above apply here as well.
That being said, there are multiple users who reached speeds over 10,000 mm/min successfully. If you want to take your laser to the limit, just do it and test which results are suitable for you.
Perpendicular frame
Make sure the frame is set up straight and that the frame must be aligned at right angles. After assembly, you can check this by moving the x-gantry completely to the front or back. Both ends should reach the front or back profile bar at the same time.
Tilt test
The tilt test is the best way to evaluate if adjustments to any of the three belts are required. Here is a great video by Mike [Admin of the Sculpfun FB group] demonstrating the tilt test and the perpendicular frame. If the tilt test is not successful, you should definitely check the belt tension and eccentric nuts! Another remark: the linear rail does not slide that easily occasionally. So if it doesn’t slide as smooth as the y-axis, it’s usually no problem. Just move it with a finger and test if you feel too much fricton somewhere.
Belt tension
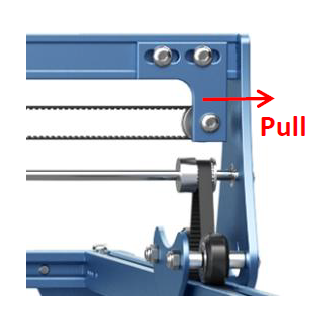
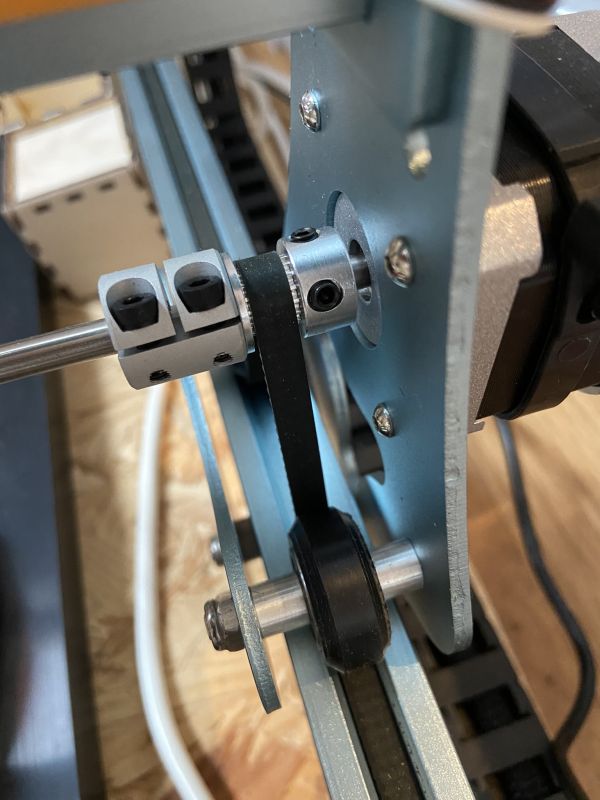
Above all else, this can cause you the most problems if not set correctly. Too tight and the lasers’ movement is restricted, too loose and banding or wavy lines will occur. To adjust the tension, undo the nut (pictured below) with the tool provided and pull the belt to the desired strength before re-tightening the nut. This applies to all three belts. The linear rail is a little different. Here, you can adjust the tension by moving the holder piece along the axis.

Wheels / eccentric nut
Secondly, underneath each of the three carriages you will find a wheel that needs to just touch the underside of the frame, these are adjusted by turning the eccentric nut. To see if these need adjusting, firstly gently rock each carriage from side to side to see if there’s any movement. Especially in the one holding the laser head itself also run your finger over the wheel to check if there’s friction. If there’s movement in the carriage or the wheel runs freely, then you will need to raise the lower wheel to touch the frame and stabilize the carriage. Be careful not to over-tighten so that the wheel movement is restricted. The same holds for the opposite situation, where the wheel is already too tight. In this case, you commonly notice some kind of clicking sound / bumby feel if you move the slide manually. Then the wheels are too tight.
To adjust the eccentric nut, do the following…
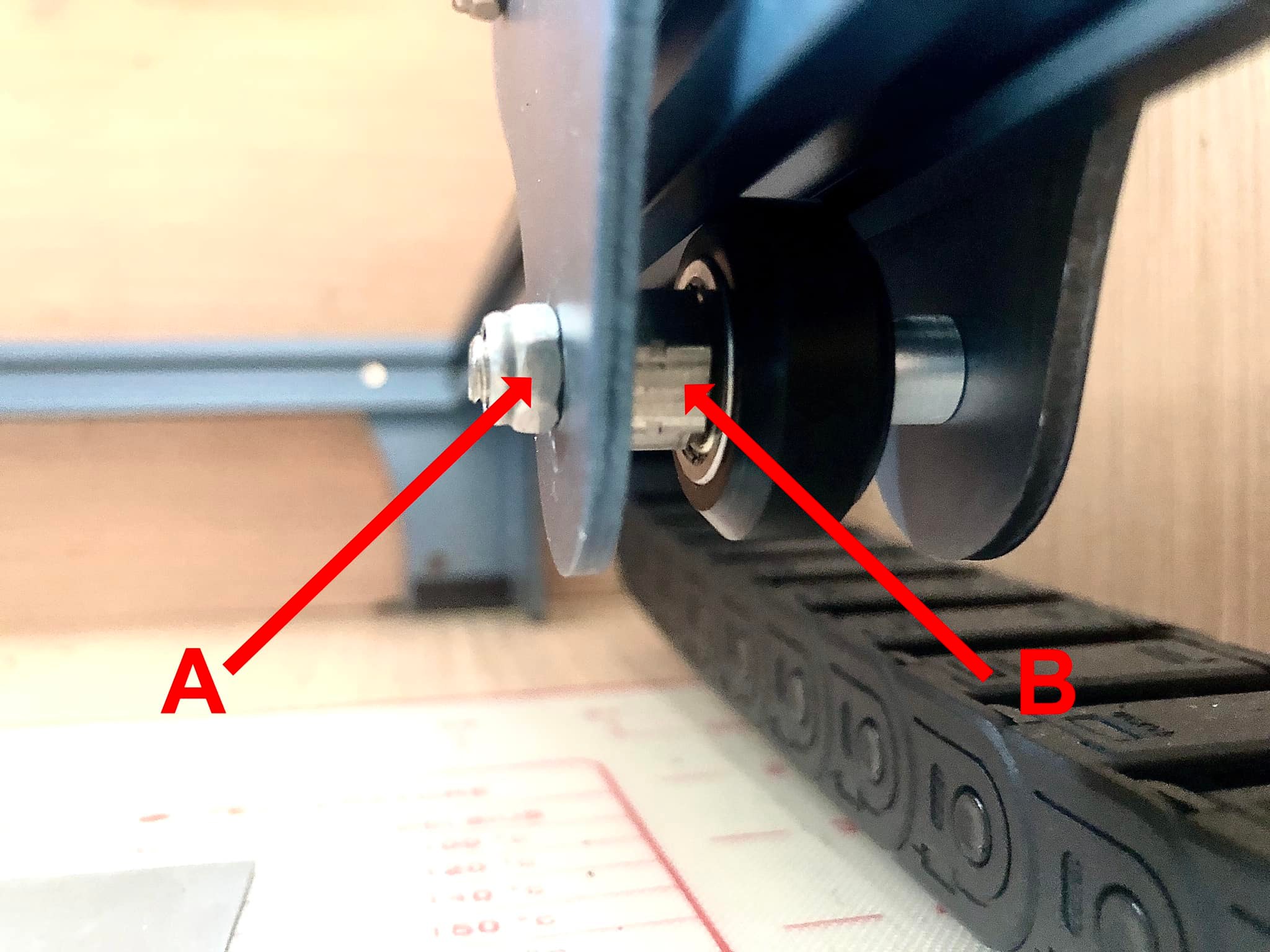
Loosen the nut (A) and turn the centric nut (B) a quarter at a time with the provided spanner to raise or lower the wheel. Once the wheel just touches the underside of the frame (until there is no play anymore, then stop immediately), re-tighten nut (A) and repeat the tilt test.
Linear rail (S10+S30)
The S10 and S30 lasers have a linear guide for the x-axis instead of rollers. No mechanical adjustments can be made here (despite the belt tension, see above), besides lubrication, which should be done regularly (as with all ball bearings). A video that is often recommended for this is the following:
This video shows how to integrate the linear rail upgrade kit to S6 / S9 lasers (in German, but you can activate subtitles).
Belt positioning
As stated above, a good result depends on so many variables that the slightest thing not set correctly can affect your finished image. Make sure all three belts run central to the toothed gear, a slight deviation either to the left or the right can cause the belt edge to rub against the side of the gear, causing extra friction and possible banding. To adjust this, do the following…
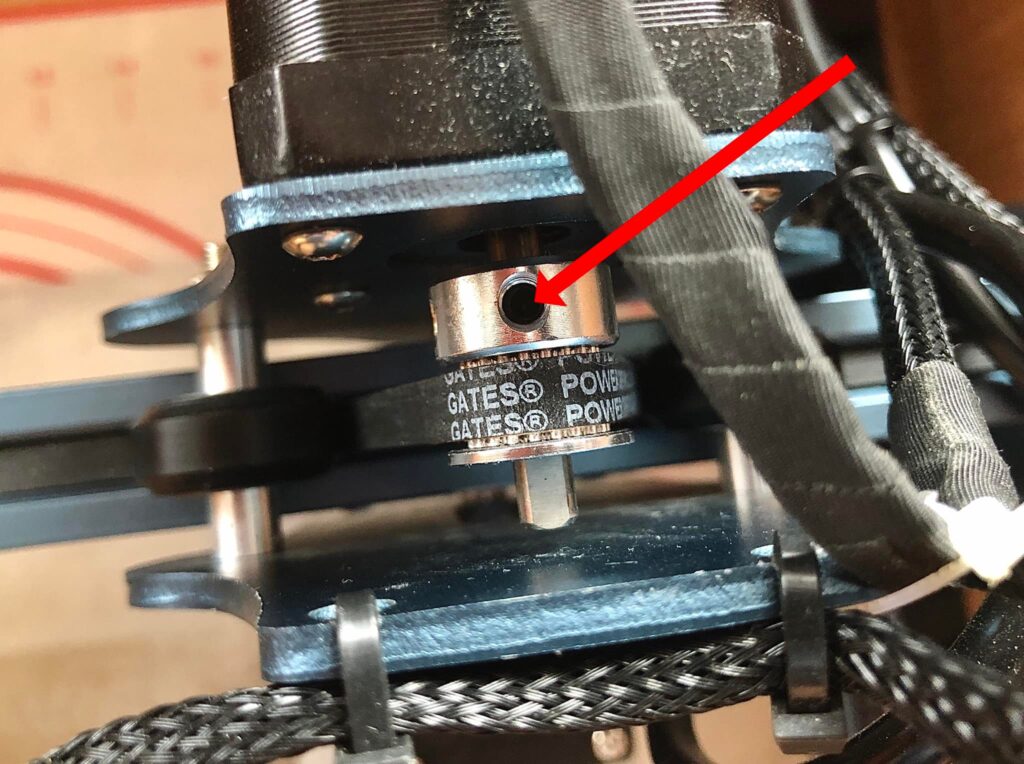
Take the provided Allen key and loosen the nut pictured. Gently slide the gear so that the belt is central, then re-tighten. You should check these grub screws anyway, since they have been loose at some users.
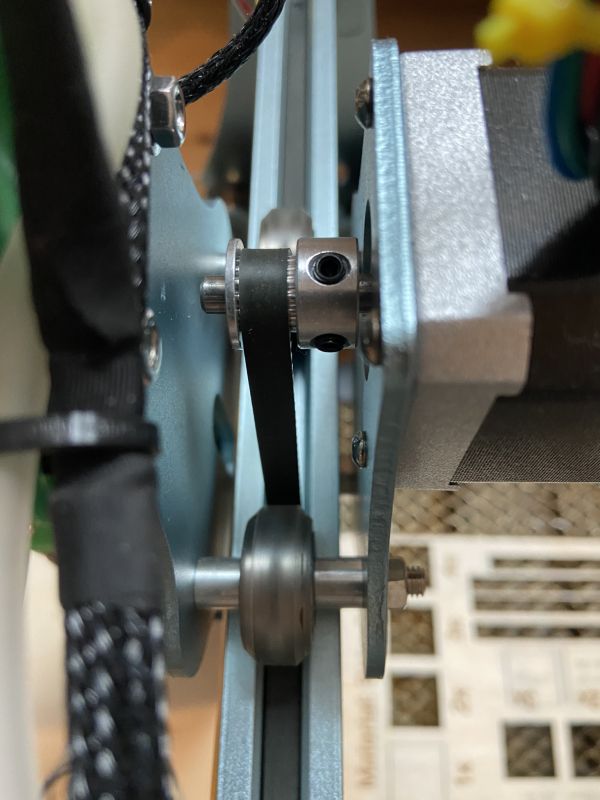
Pulleys / gears
As stated above, many users reported that the pulleys have not been tightened enough to the motors axes. This leads to slips in movement. Check the small grub screws if they are sitting tight.
Dirt
Always make sure EVERYTHING is clean before each burn. That not only includes the laser lens itself but also the rails and gear teeth which over time collects dirt from the wheels, soot from wood and paint from tiles.
To clean any part of the machine, use a cleaning wipe, I use spectacle lens wipes for the frame and lens cleaning spray plus soft cotton buds for the lens and gears. This will be a regular action you will need to take after every few times of use.

To clean the lens, people commonly use Isopropanol or any other alcohol and cotton swaps. You have to remove the protective cover by loosening the grub screws holding it or in case you have an air assist nozzle, you need to remove that as well. In newer versions, there is a metal simple air assist nozzle mounted above the protective shield, you can remove this as well by loosening the according grub screws. It is hard to tell at which time span you should do that, it heavily depends on your usage level. I recommend to check often in the beginning and after some time you have enough experience on when to clean it. If you have a great air assist nozzle, you might nearly never need to clean it. See the extra section and video below.
And that’s it. Of course, you will need to ensure you use a high-quality image in the first place and that the processing is applied correctly in LightBurn or whatever laser program you are using. Other guides will deal with that part of the process, by following all the steps above will give you a great chance of achieving decent results with your Sculpfun laser.
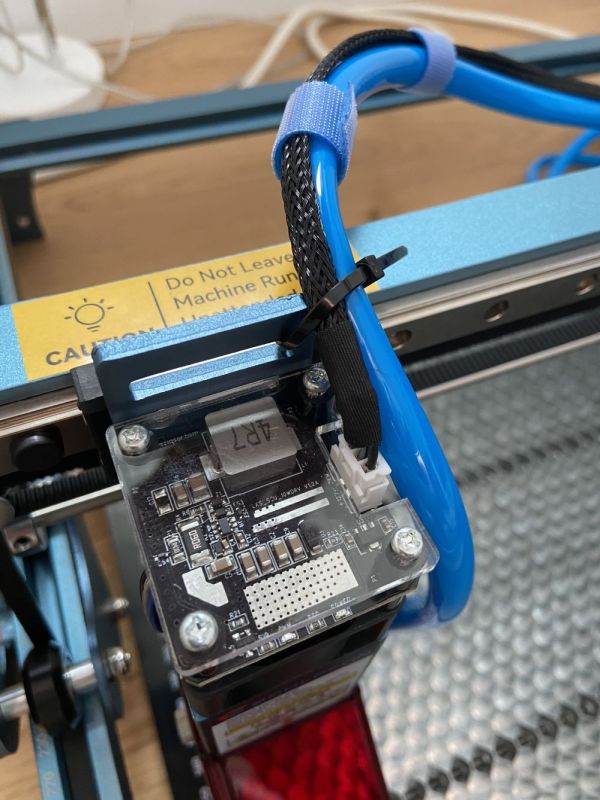
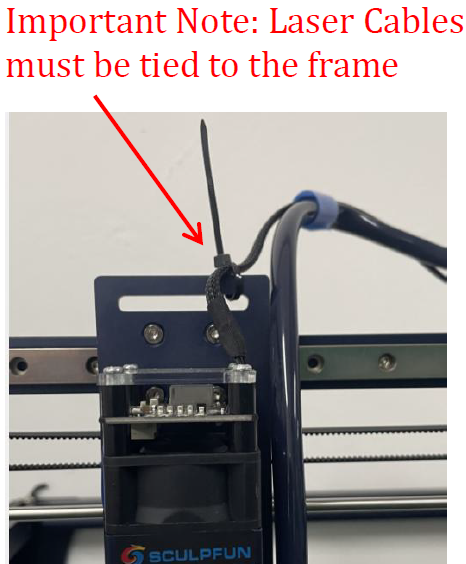
Connector fixing
It happens quite often that users have problems with the plug connection on the laser module. This then manifests itself either in a total failure of the module or (much more difficult to detect) by a loose contact and strange results when lasering (only one part is lasered, lines, dots, etc. are missing in between). It is important to provide strain relief at the connector of the laser module! This can be done in different ways. The laser comes with small cable ties that can be used for this purpose. There is no right or wrong here, the essential thing is that the cable on the connector of the laser module does not move when the module is moved (or pushed) back and forth. Some 3D-printed mounts include holes to attach the cables. This also partly applies to the hose of the Air Assist, check this as well.

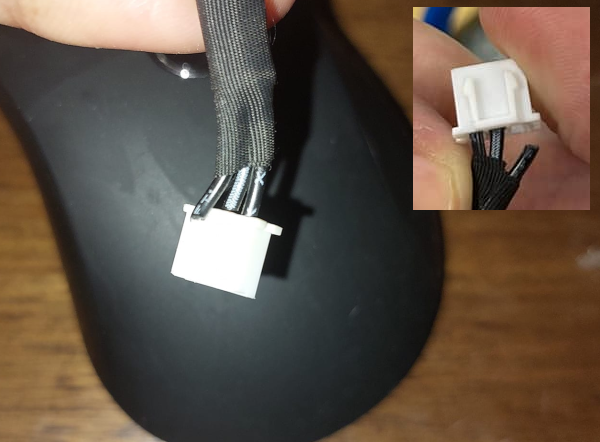
If a cable is broken, then this usually happens directly at the transition between cable and connector. If you have identified the cable as the cause, you can typically cut off the old connector and attach a new one. In principle, this is also straightforward, but you need appropriate tools. I recommend buying a kit of connectors including crimping pliers, this will certainly be used in other cases. The connectors for the laser module and all connectors on the mainboard are “JST-XH 2.54” connectors. Only the stepper motors are different, there they are “JST PH 2.0” connectors. How to crimp new connectors can be seen on YouTube. I have linked a video as an example.

Cleaning of the lens
If your lens gets dirty very fast, make sure that your air assist pump uses clean air. You should not put the pump inside the laser enclosure or anywhere else where it could suck in dirt particles. If you can’t guarantee clean air, use a filter in front of the air inlet.
This is one of the most important points to keep in mind. If you don’t use a perfectly tuned Air Assist, it is very likely that dirt particles will collect on the lens over time. This is a major hazard to the laser! When the dirt on the lens heats up from the laser beam, the lens will go blind or even crack! This is the most common cause of defective lasers and declining laser performance. It is better to check once more often than once too little. Depending on use, the interval may vary, but for frequent use, this should be done every few hours of operation. Cleaning can be done with a cotton swab and cleaning agents such as alcohol, isopropanol, or specifically designed optics cleaners. The following video from Mike shows how it works. This is analogous for all lasers in the Sculpfun line. Some lasers have a small lens protector built in (as seen in the video), but this can be removed. The S9 modules usually also have a conical air-assist-light metal cylinder built in, which can also be removed by loosening the grub screws.
Videos of the cleaning procedure. The following one shows a complete disassembly of an S9 module, including electronics and fan (usually not required very often). It’s in Spanish, you can activate translated subtitles.
S6 / S6 Pro with brass cylinder:
S9 & S10:
S30 series:
Adjustment of Firmware parameters
Often instabilities come from wrong parameters in the firmware. I recommend adjusting the following values (see the page about firmware on how to change parameters). Especially, the acceleration should be adjusted as shown here!
| Parameter | Value | Explanation |
|---|---|---|
| $110 | 5000 mm/min | Max speed for x-axis |
| $111 | 5000 mm/min | Max speed for y-axis |
| $120 | 250 mm/s² | Max acceleration for x-axis |
| $121 | 250 mm/s² | Max acceleration for y-axis |
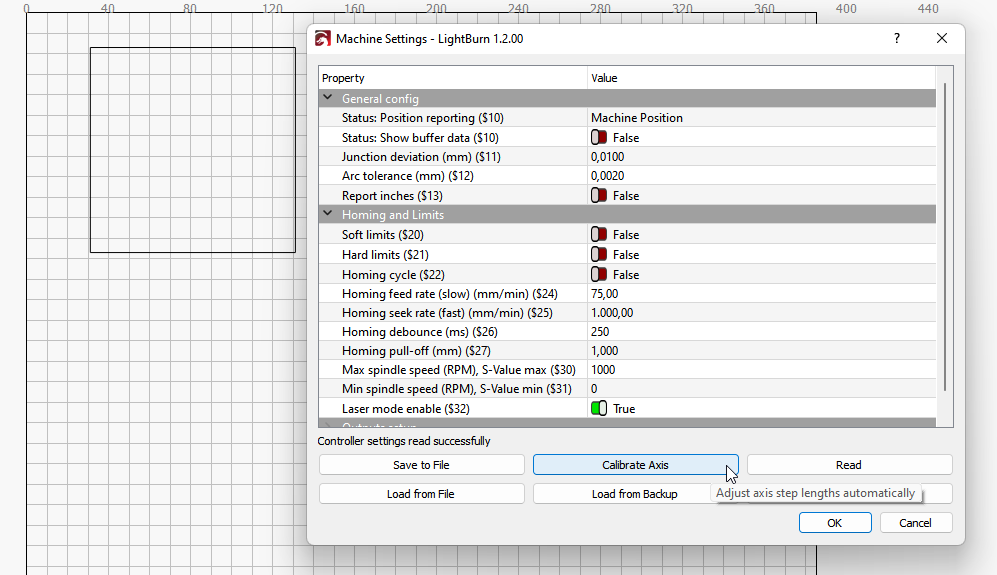
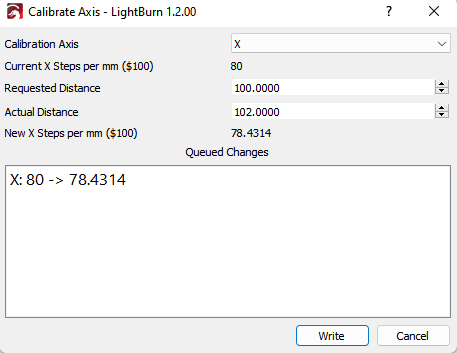
Calibration of the axes
If, despite everything, inaccuracies still occur, the axes can be calibrated even more precisely with a LightBurn function. To achieve this, draw a rectangle (I would recommend at least 100 × 100 mm) and have it lasered. Now you can measure the actual distances and enter them in the following LightBurn wizard (Edit ⇾ Machine settings). As an example, I measured 102 mm on the x-axis. The wizard outputs the new value for the steps/mm of the x-axis ($100) and can also save it directly in the firmware. Thereafter, you let the rectangle be lasered again and check if the measurements are exactly right.
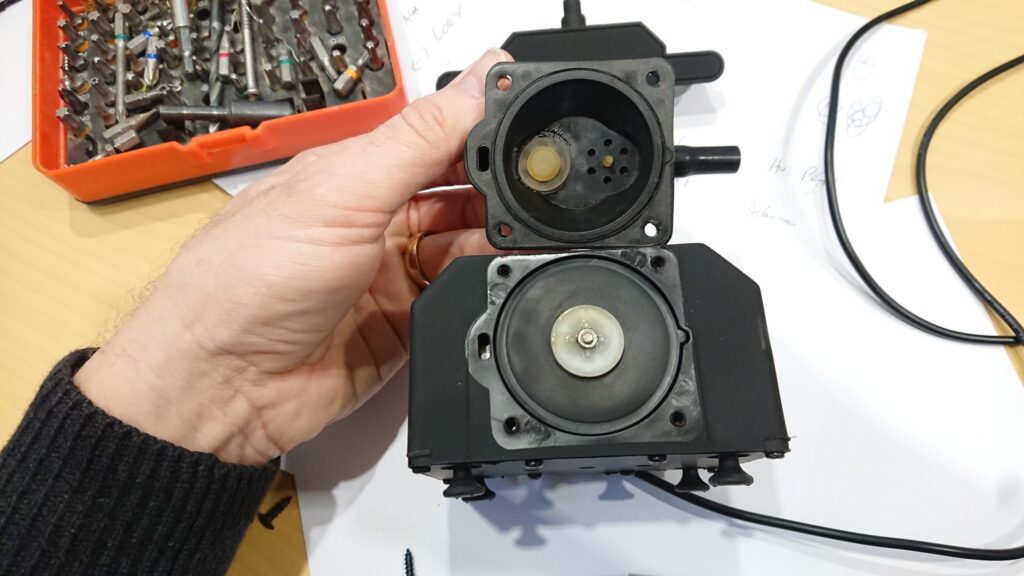
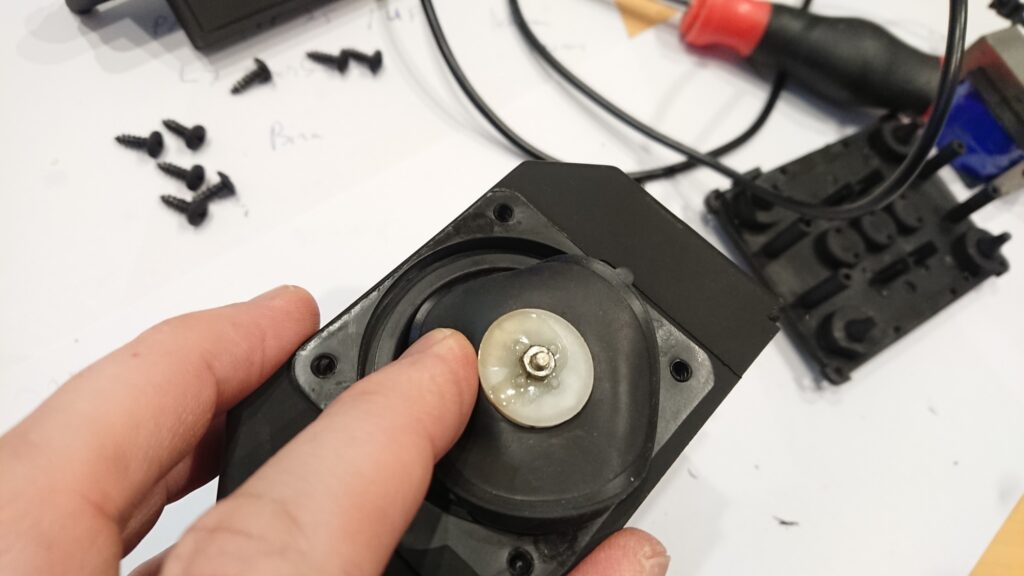
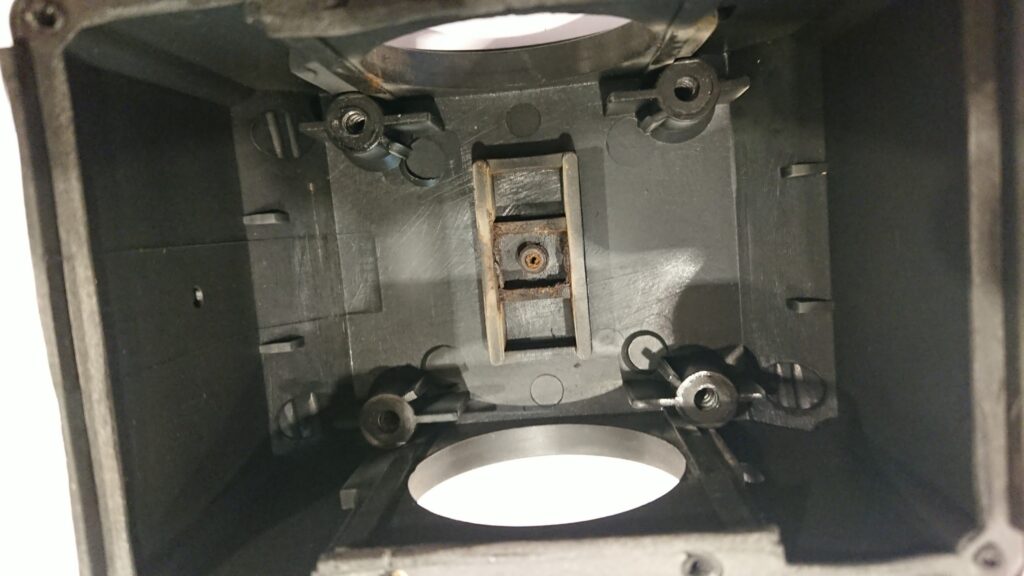
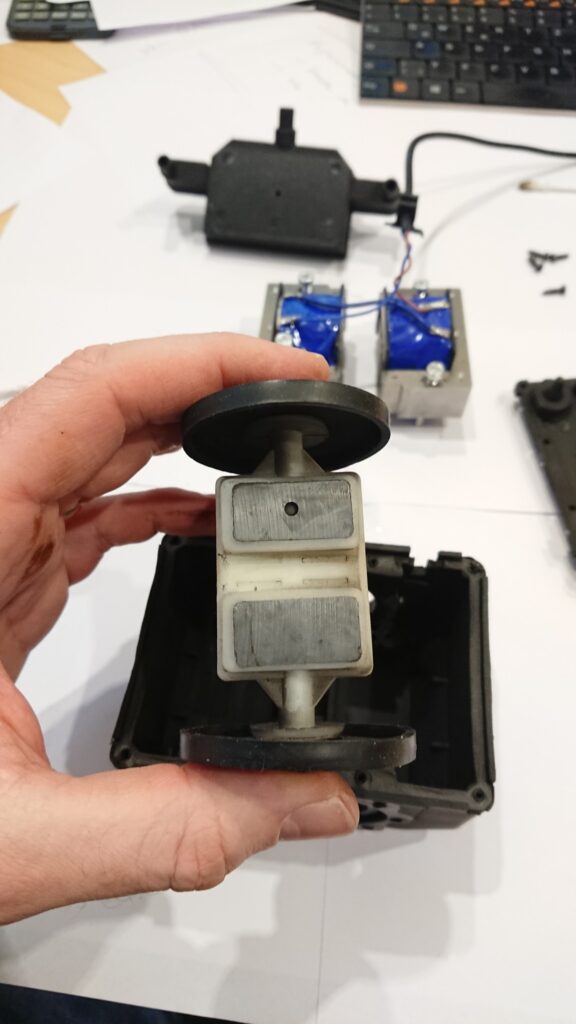
Cleaning of the pump
If the pump no longer offers the original performance (or has been operated for a time in the laser housing – which should be avoided at all costs!), then it is probably dirty. Jörg has created a tutorial for cleaning the Sculpfun pump on Facebook, which I would like to show here:



Article reprint:https://wiki.the-iskens.com/documentation/guide-to-mechanical-adjustments/






I18n Error: Missing interpolation value "contar" for "{{ contar }} comentario"
I ordered new cables and belts. I did not get the belt for the linear rail, nor can I find it here on the site. Help!
I have a question , please as I cannot find an answer anywhere. I have just bought an S30pro 10w machine and the laser assembly cooling fan is annoyingly loud & I need to change it with a suitable 40×20mm one used for Pc’s etc but I do not know whether it is a 4pin or 3 pin one.
e.g. Noctua NF-A4x20 PWM, Premium Silent Fan, 4-Pin (40×20mm, Brown)
OR
AABCOOLING Super Silent R4 – A Quiet and Very Efficient 40mm PC Case Fan, PC Cooling, 12V Fan, 4cm, 3 Pin, for 3D Printer, with Adapter Low Noise 7.9 Db (A)
The 1st one is a well known brand but the 2nd one states that it has less the db of the 1st.
Please advise as I do not want to dismantle first then check, especially since it is brand new.
Thanks. Keep it up.
J